

Плита OSB - плита с ориентированной плоской стружкой
OSB (Oriented Strand Board) – плита с ориентированной плоской стружкой) является продуктом глубокой переработки древесины путем прессования прямоугольных плоских щепов в условиях высокого давления и температуры, с использованием склеивающей феноло-мочевинной-формальдегидной водостойкой смолы. Это первая плита древесного происхождения разработанная специально для строительства, однако в настоящее время OSB находит все более широкое применение и в мебельной промышленности, вытесняя фанеру и ДСП, главным образом, из силовых элементов мебели.
Уникальные физико-механические параметры плиты объясняются размерами и характером укладки щепы – длинные тонкие щепы (длина – до 140 мм, толщина – до 0,6 мм) укладываются в ковре тремя слоями. Внешние слои образуются щепой, ориентированной параллельно длине готовой плиты. Во внутреннем слое щепа укладывается перпендикулярно длине готовой плиты. Благодаря такой ориентации плоской щепы мы получаем конструкционный материал с изотропными свойствами – повышенной прочностью на изгиб и повышенной упругостью вдоль главной оси плиты. По сути, OSB – это "улучшенная древесина" – более прочная и эластичная за счет сохранения в плоской щепе всех полезных свойств массива древесины, при отсутствии таких дефектов, как сучки, и изменение направления волокон в связи с естественными условиями роста дерева.
Связующее и специальная обработка поверхности (ContiFinish) обеспечивают водостойкость и огнестойкость Oriented Strand Board, значительно превышающие сходные характеристики массива древесины. Плиты OSB устойчивы к изменению погодных условий (влажность, температура), легко пилятся и обрабатываются любым инструментом, предназначенным для работы с древесиной. Существенным отличием плит OSB от других плитных материалов является то, что прочностные свойства и способность удерживать крепеж обеспечиваются не связующим, а характером укладки щепы – при нагружении в процессе эксплуатации длинные щепы передают нагрузку друг через друга, образуя единый конструкционный элемент, свободный от концентраторов напряжений, и сочетающий в себе высокую прочность с высокой эластичностью. Крепеж (шурупы, кольцевые гвозди, строительные скобы и пр.) удерживаются не плотностью связующего, а многочисленными тонкими щепами, ориентированными в плоскости, перпендикулярной к оси крепежных элементов.
Основным материалом для производства плита OSB является сосна (главным образом тонкомер от санитарных прорубок). Плиты OSB содержат до 95% древесины – это одна из самых экологически чистых древесных плит – как в отношении производства, так и в отношении готовой продукции. Низкая доля связующего дает не только экологическую безопасность, но и все прочие полезные эксплуатационные и производственные свойства древесины – легкость (плотность плиты – около 650 кг/м?), низкую теплопроводность, хорошее звукопоглощение, хорошую обрабатываемость и эстетичный внешний вид.
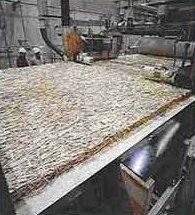

В качестве основного сырья для изготовления плит OSВ используется круглый лес сосны. Окорка круглого леса осуществляется вне производственных цехов с помощью окорочного барабана, в котором можно обрабатывать стволы длиной до 2,5м. Окоренные стволы направляются в цех на стружечные станки с ножевыми кольцами. Стружка для наружного слоя изготавливается длиной 100 мм, толщиной 0,6 мм и шириной 20 мм, и для внутреннего слоя - шириной 15 мм. По ленточному транспортеру, длиной 250м, стружка направляется к бункеру сырой стружки для промежуточного хранения. Барабанная сушилка нагревается прямым нагревом с помощью горячего воздуха, который вырабатывается на газо-масляной горелке.
Два параллельных сита барабанного типа отделяют полезное сырье от мелких фракций. На выходе из сепаратора более широкая стружка для наружного слоя отделяется от более узкой стружки для внутреннего слоя с помощью простого двухходового распределителя. Затем в одном смесителе для внутреннего слоя и двух смесителях для наружного слоя происходит нанесение клея. При изготовлении плит OSВ 2 процентное содержание клея составляет 11% (относительно абсолютно сухого веса стружки) для стружки наружного слоя и 2% для стружки внутреннего слоя. Причем для наружного слоя используется клеевая смесь на основе карбамидной или меламиновой смол, а для стружки внутреннего слоя - фенол-дифенил- метан-диизоцианатный клей РМDI. Для соблюдения требований норм для плит OSВ 3 для стружки наружного слоя используется смесительный конденсат МUPF (13 ... 14%), а для внутреннего слоя - клей РМDI (4%). Формирующая станция имеет 2 насыпные головки с дисковыми вальцами для наружного слоя и 1 насыпную головку с камерными вальцами для внутреннего слоя. Максимальная ширина насыпки составляет 2,93м. Прибор металлоискатель соединен с управляющей заслонкой ошибочной насыпки.
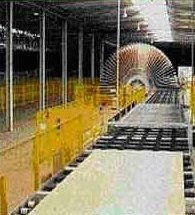
Пресс непрерывного действия, для производства плит OSВ, имеет длину 34м с возможностью удлинения на 10м. Ширина стальной ленты - 3м., толщина - 3 мм. Стальные ленты нагреваются котлом мощностью 8 МW с помощью термомасла до температуры 220 град. С. B передней зоне уплотнения давление прессования достигает 5 N/ мм?. Расчетное время отвердения составляет 9 секунд на каждый миллиметр толщины плиты. Плиты изготавливаются толщиной от 6 до 40 мм. Пыль и отработавший пар после пресса удаляются вентилятором влажным способом. Участок транспортировки "сырых" плит начинается на установке раскроя на базовый размер плиты (от 3м до 6,3м). После прохождения устройства распознавания расслоений, плиты направляются на два веерных охладителя, установленных последовательно друг за другом. После охлаждения плиты укладываются в штабели. Поперечные транспортеры направляют плиты на участок разборки штабелей. Затем 5-пильными агрегатами осуществляется продольный и поперечный раскрой плит на 4 плиты необходимой длины и ширины.
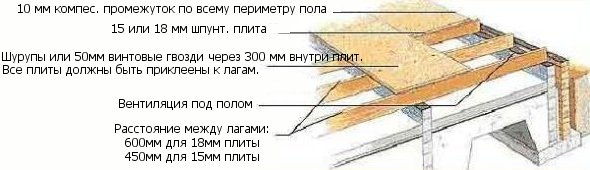
При любом применении края плит должны быть полностью укреплены. Плиты можно прибивать гвоздями до 10 мм от края без изломов, что является критическим для других материалов. Расстояние между гвоздями (шурупами) по контуру плит - 150 мм, внутри плит - 300 мм. Шпунтованные плиты должны быть плотно соединены и прикреплены к балкам.
Для плит, используемых в покрытии стен, крыш, и в других применениях, необходим 3- мм промежуток в вертикальном соединении для компенсации расширения при изменениях влажности окружающей среды. Для фиксации плит рекомендуется использовать 3х50 мм винтовые гвозди. Для крепкой фиксации можно использовать общепринятые шурупы. Плиты склеиваются клеем ПВА или другими клеями для дерева. Для крепости, склеиваемые поверхности надо слегка прошлифовать. OSB можно кроить пилой или деревообрабатывающим станком. Рекомендуются карбидно - вольфрамовые пилы. Работая с OSB, необходимо использовать устройства по всасыванию пыли, маски, защитные очки. Плиты должны храниться в закрытом, сухом помещении. Если нет возможности закрытого хранения, плиты должны быть приподняты над землей, уложены на деревянную поверхность и укрыты полиэтиленом или брезентом.